Forged wheels are produced both according to existing templates and individual designs from the customers. You can add originality to the discs with the help of color painting (the constantly updated color range offers great opportunities in this regard), laser or mechanical engraving
2) High safety margin.
3) Low weight.
The low weight provides a smooth ride, lower fuel consumption and fast speed gain.
Forged wheels
have proven themselves in off-road and adverse weather conditions,
Forging weighs almost half as much as stamped steel wheels, and a third less than cast wheels. This leads to reduced load on the chassis.
4) Resistance to corrosion and the effects of road reagents.
5) Plasticity. The fiber structure improves the flexibility of the metal, so in a strong blow the rim is more likely to bend than crack.
6) Easy to install: If you want something original and reliable, forged products have the advantage. Only it is better to put them on cars with reinforced suspension.
7) Inexpensive to repair. Small deformations that may occur during use or in a traffic accident are eliminated by rolling on the machine, which are available at most service stations.
Kinder reminder:
When choosing unique forged wheels, it is imperative to take into account the seating diameter, rim width, size and configuration of mounting holes, rim outreach (affects the width of the track), maximum load.
FYI, custom forged wheels can be made in different size from 15” to 32”, even bigger.
Wish the above information is helpful to the lovers of forged wheels.
Forged wheels
are made with care and perform amazingly with lightweight. They're not just for looks; they change how your car can perform.
The advantages of forged wheels:
1.
Aluminum alloy forged wheels
are known for their strength and performance.
2.Lightweight forged rims make your car faster and handle better.
3.You can choose from many designs for looks and function.
4.Forged wheels are made under high pressure for strength and efficiency.
What are Forged Wheels?
Forged wheels show off amazing engineering skills. They are the top in wheel technology. They start with a solid piece of aluminum alloy, called a billet. Then, this billet is shaped into a wheel under huge pressure.
Forged wheels are different from cast ones. Cast wheels melt metal and pour it into a mold. But forged wheels keep the metal's natural strength. This makes them not just lighter but also much stronger.
When making forged wheels, special CNC milling machines are used. These machines make detailed and precise patterns. These patterns look luxurious and perform well, making each wheel a mix of beauty and function.
Forged wheels are made for lasting durability and strength. They are loved in the car world for these reasons. They are the top pick for those who want style and efficiency in their driving.
Benefits of Forged Wheels
Forged wheels are great for car lovers. They are made with strong alloys and precise methods for top performance. These wheels last longer, are lighter, and can be customized.
Durability
The forged wheel durability is top-notch. The special process used makes the wheels strong and tough. They can take a lot of driving stress without losing performance.
Weight Reduction
These wheels are made to be very light. This makes the car lighter, which means better gas mileage and smoother driving.
Customization
There are many
custom forged wheel
designs to choose from. You can pick the size and finish that fits your style. Brands like Vossen, BBS, and HRE offer many options. They mix looks with great performance.
Best Forged Wheels for Premium Performance
For car lovers in Singapore, picking the right wheels can make a big difference. We’ll talk about the top forged wheels from well-known brands. These wheels are known for their top-notch performance and look.
That's why the best forged wheels are a big deal.
In the vast world of packaging materials, plastic woven valve bags are becoming an indispensable packaging choice for many industries with their excellent performance and constantly innovative technology. Today, let us take a deep look at the technical characteristics, application fields, and potential market trends of plastic woven valve bags.
1. Application fields
Plastic woven valve bags play an important role in many fields with their unique advantages.
The backbone of the packaging industry
In the packaging industry, plastic woven valve bags are widely used in the packaging of various products. In terms of food packaging, it can provide safe, hygienic and beautiful packaging for powdered or granular foods such as flour and rice. Its good sealing effectively prevents food from getting damp and deteriorating, and extends the shelf life of food. In the field of chemical raw material packaging, the high strength and corrosion resistance of plastic woven valve bags make it an ideal choice for packaging chemical products such as soda ash and fertilizers, ensuring the safety of hazardous chemicals during storage and transportation.
A powerful assistant in the agricultural field
Plastic woven valve bags are also indispensable in agricultural production. The packaging of pesticides, fertilizers and other materials requires extremely high performance of bags. Plastic woven valve bags can not only bear the weight of these materials, but also effectively prevent leakage and protect the quality of agricultural production materials. At the same time, in the packaging and transportation of agricultural products, such as potatoes, sweet potatoes and other agricultural products, plastic woven valve bags have become the first choice of farmers because of their durability and low cost.
A reliable partner in the logistics industry
With the vigorous development of the logistics industry, the demand for packaging materials is also growing. Plastic woven valve bags are an ideal choice for packaging all kinds of goods in logistics transportation because of their lightness, strength and easy stacking. It can effectively protect the goods from damage during transportation, while facilitating handling and storage, and improving logistics efficiency.
2. Market trends
Facing the rapid development of science and technology and the continuous changes in market demand, plastic woven valve bags are striding towards intelligence, green environmental protection and personalized customization.
Intelligent development leads industry change
In the future, plastic woven valve bag printing machines will be more intelligent. By introducing automated control and remote monitoring technology, the production process will become more precise and controllable. Operators can remotely monitor the operating status of the equipment in real time and adjust production parameters in time to ensure the dual improvement of production efficiency and product quality. This intelligent development trend will make the production of plastic woven valve bags more efficient and stable, bringing greater competitive advantages to enterprises.
Green environmental protection, practicing social responsibility
Today, with the increasing awareness of environmental protection, green environmental protection has become an inevitable trend in the development of the packaging industry. Plastic woven valve bags will pay more attention to the use of environmentally friendly materials and energy-saving technologies. For example, using degradable plastic raw materials to reduce pollution to the environment; optimizing production processes and reducing energy consumption. This green and environmentally friendly development direction not only meets the society's requirements for sustainable development, but will also win more market recognition and consumer favor for enterprises.
Personalized customization to meet diverse needs
With the increasing diversification of consumer needs, the market demand for personalized printing products is also increasing. Plastic woven valve bags will adapt to this change and provide more flexible and diverse printing solutions. Enterprises can customize unique patterns, logos and texts according to customer needs, making valve bags an important carrier for displaying corporate brand image and product characteristics. This personalized customization service will open up a broader market space for enterprises and meet the personalized needs of different customers.
In summary, plastic woven valve bags have occupied an important position in the packaging industry with their excellent technical performance and wide application fields. In the future, with the continuous innovation of technology and the continuous changes in market demand, plastic woven valve bags will continue to play a key role in promoting the progress and development of the entire packaging industry. Let us look forward to plastic woven valve bags creating more excitement in the future!
In the production of plastic woven valve bags, the printing process directly affects the appearance, texture and market competitiveness of the product. As the core equipment for printing plastic woven fabrics and composite films, the "satellite" and "stacked" layouts of web-fed gravure printing machines have different focuses in the field of plastic woven valve bags. Gachn will focus on the characteristics of these two models in the printing of plastic woven valve bags to help you find a more suitable production tool.
Plastic woven valve bags are widely used in chemical, building materials, food and other industries because of their moisture resistance, load-bearing and sealing properties. The printing substrate is mostly plastic woven fabric (PP/PE woven fabric). The surface of this type of material is relatively rough, the thickness is relatively uniform, but there is a certain degree of ductility, which puts forward special requirements for the adaptability of printing equipment. According to the arrangement of the printing unit, the mainstream gravure printing machine is divided into satellite type and stacked type, and both have their own advantages in the production of plastic woven valve bags.
1. Satellite web-type gravure printing machine: the "stabilizer" for high-precision printing of plastic woven valve bags
The satellite structure, with its "all stars around the moon" layout, is ideal for printing plastic woven valve bags that require high overprint accuracy.
Core structure
All gravure plate cylinders are arranged around a central impression cylinder, like satellites around a planet. For plastic woven valve bag printing, 4-6 printing units are usually configured to meet the multi-color pattern requirements of most products.
Workflow
After the plastic woven base material (woven fabric or composite woven film) is unwound from the feeding section, it enters the printing area through the tension control roller, closely adheres to the surface of the central impression cylinder, and passes through each printing unit in turn to complete multi-color overprinting. For valve bags that need double-sided printing (such as brand patterns on the front and product instructions on the back), the reverse printing device can be used to achieve efficient production of "single-sided single color + other side multi-color", and finally rewound into rolls by the receiving section.
The core advantages of plastic woven valve bags
(1)High overprinting accuracy and fit to rough surface: There are warp and weft lines on the surface of plastic woven fabric. The satellite-type central embossing roller is rigid, which can make the substrate evenly stressed and reduce the overprinting deviation caused by the unevenness of the woven layout. It is especially suitable for printing valve bags with fine text, QR codes or complex patterns (such as warning signs of chemical products and brand logos of grain packaging).
(2)Reduce substrate stretching deformation: Although the ductility of plastic woven fabric is lower than that of film, it may still be slightly stretched due to uneven tension during high-speed printing. The satellite-type single roller transmission throughout the whole process greatly reduces the risk of stretching and avoids "elongation" or "misalignment" of the pattern.
(3)Stability is suitable for mass production: Plastic woven valve bags are mostly batch orders. The satellite-type single embossing point reduces tension fluctuations, which can ensure the consistency of long-term continuous printing and reduce the scrap rate.
Limitations in the field of plastic weaving
(1)Drying efficiency is challenging for thick substrates: woven fabrics and composite films absorb a large amount of ink, while the satellite unit spacing is short, and the drying space for solvent-based inks is limited. A powerful drying system (such as high-temperature hot air circulation) is required, otherwise "smudge" problems may occur.
(2)Maintenance adaptability is slightly weaker: In woven printing, the printing plate is easily attached to the fluff of the woven fabric and needs to be cleaned frequently. However, the compact structure of the satellite results in a small operating space, and the cleaning and plate changing efficiency is slightly low.
Applicable to plastic woven valve bag scenarios
(1)Industrial-grade valve bags (such as cement bags and chemical raw material bags) made of thick woven fabrics or coarse textured substrates;
(2)Customized orders requiring complex patterns with more than 8 colors or special processes (BOPP lamination);
(3)Manufacturers that print valve bags with a width of ≥1 meter, or that produce multiple substrates such as paper and non-woven fabrics.
The stacking type is designed with independent units like "stacked" and is more flexible in the diversified production of plastic woven valve bags.
Core structure
The printing units are stacked vertically on the main wallboard, and each unit is equipped with an independent impression cylinder, which is uniformly driven by a gear system. For the plastic woven industry, 2-8 color groups can be flexibly configured, and even auxiliary units such as cold stamping and lamination can be added.
Workflow
After unwinding, the plastic woven substrate passes through the stacked printing units in sequence according to the preset path, and each unit completes one-color printing. Due to the large spacing between units, there is enough space for the substrate to pass through the drying device after printing before entering the next color group. The receiving department can choose ordinary rewinding or reserve tension for subsequent bag making processes according to needs.
Core advantages of plastic woven valve bags
(1)Fully dried, suitable for thick substrates: plastic woven cloth absorbs a large amount of ink, the stacked unit spacing is wide, and a multi-stage drying system (such as infrared preheating + hot air drying) can be installed to ensure that the ink is thoroughly dried, especially suitable for industrial valve bags printed with solvent-based inks.
(2)Easy operation and maintenance: The independent unit design makes plate changing and cleaning more convenient. When dealing with the common "fluff pollution" problem in plastic woven printing, the machine can be quickly stopped for cleaning to reduce production interruption time.
(3)Flexible expansion to meet customized needs: plastic woven valve bags often need to add color groups (such as 8-color complex patterns) or add special processes (such as local UV varnish to improve wear resistance) according to customer requirements. The stacked type can be easily expanded and configured to adapt to small batches and multiple batches of customized orders.
(4)Adapt to wide-format substrates: For printing of large-size valve bags (such as width ≥1 meter) in the chemical and building materials industries, the stacked type has more advantages in wide-format stability.
Limitations in the field of plastic weaving
(1) High requirements for tension control for overprinting accuracy: Plastic woven fabrics are transferred between multiple independent impression cylinders over a long path. Improper tension control may cause overprinting deviations, and a high-precision tension control system (such as magnetic powder brake + tension sensor) is required.
(2) Increase in equipment height workshop requirements: The vertical stacking structure results in a high equipment height, and it is necessary to ensure that the workshop has sufficient floor height (usually ≥4 meters).
Applicable to plastic woven valve bag scenarios
(1)Industrial-grade valve bags (such as cement bags and chemical raw material bags) made of thick woven fabrics or coarse textured substrates;
(2)Customized orders requiring complex patterns with more than 8 colors or special processes (BOPP lamination);
(3)Manufacturers that print valve bags with a width of ≥ 1 meter, or that produce multiple substrates such as paper and non-woven fabrics.
3. Satellite type vs. stacked type: comparison of core indicators of plastic woven valve bag printing
Comparison Dimension
Satellite
Stacked
Core Advantages
High overprint accuracy, suitable for fine patterns; strong batch stability
Complete drying, suitable for thick substrates; flexible operation and easy expansion
Typical color group
4-6 colors (meet most common patterns)
2-8 colors (expandable to more than 10 colors)
Equipment maintenance
Small space for changing plates/cleaning, a bit cumbersome when frequent
Independent unit, easy to operate and low maintenance cost
Conclusion: The key to selecting plastic woven valve bag printing
Satellite and stacked gravure printing machines are not "either this or that" in the production of plastic woven valve bags, but "precisely matched" according to product requirements. If your order focuses on fine patterns, thin composite substrates, and batch stability (such as food-grade valve bags), the satellite type is the first choice to ensure quality; if it focuses on thick substrates, multi-color customization, and wide-format production (such as industrial ton bag valve mouth printing), the stacked type can better improve production flexibility. In the plastic woven valve bag industry, the core of equipment selection is "adapting product characteristics and order models" - only by understanding the essential differences between satellite and stacked types can the printing process become a plus point to enhance product competitiveness. To learn more, click on the official website to contact us.
In the plastic weaving packaging industry, laminating technology is a key link in improving product performance. Whether it is a common waterproof ton bag or a delicate BOPP film composite packaging, the precise operation of the laminating machine is indispensable. Today, we will deeply analyze the working principles of laminating machines and BOPP film laminating machines in the plastic weaving industry, and at the same time see how the Gachn Group-90-FMS800 dual-host plastic laminating machine, this "industry expert", stands out with its hard-core technology.
1. Raw material preparation and melt plasticization: the transformation from granules to melts
(1) Raw material input
Conventional plastic weaving laminating is mainly PE granules, and functional masterbatches such as antioxidants and masterbatches can be added according to needs, and enter the extruder through the hopper. When laminating BOPP film, in addition to base materials such as PE, raw materials with better compatibility with BOPP film are often selected to ensure a more stable composite effect. The GC90-FMS800 laminating unit is equipped with an automatic feeder, making the input of raw materials more convenient and efficient.
(2) Heating and melting
The heating device outside the extruder barrel (such as a resistance heating ring) cooperates with the internal rotating screw to "double-treat" the raw materials: heating the raw materials to a molten state (PE melting point 105-135℃, PP 160-170℃), and the screw shearing makes the melt mixed more evenly. The Gachn Group-90-FMS800 dual-host plastic laminating machine uses a Toudao refined screw with a diameter of 90mm. It is also equipped with a fast column screen changing machine, which can stabilize the extrusion volume. The maximum extrusion volume of a single machine can reach 200kg/h. The barrel screw material is 38CrMoAlA, which is sturdy and durable, ensuring the stable melting and plasticization of the raw materials. For BOPP film laminating, due to the high melting point of BOPP (165-175℃), the ceramic heaters (30kw each) and Omron automatic temperature control instruments (eight) of the unit can accurately control the temperature, ensuring that the raw materials are fully melted and avoiding high temperature damage to the BOPP film.
2. Melt extrusion film forming: the birth of uniform film
(1)Melt filtration and voltage stabilization
The melted melt is first filtered through the filter to remove impurities, and then enters the voltage stabilizing device. This step is particularly critical for BOPP film laminating - the surface of the BOPP film is flat. If the melt pressure is unstable, it is very easy to cause defects such as bubbles and uneven thickness after compounding. The relevant devices of the Gachn Group-90-FMS800 dual-host plastic laminating machine can effectively ensure the stability of the melt pressure and lay a good foundation for subsequent film forming.
(2)T-die extrusion
The melt is finally extruded through the "T-die". The die flow channel is designed in a gradual change, which can evenly distribute the melt to the entire width to form a molten film that matches the width of the substrate. BOPP film laminating requires higher die precision to ensure that the film can perfectly cover the surface of the BOPP film. Gachn Group-90-FMS800 dual-host plastic laminating machine adopts a T-type die with a width of 1050mm. The die block is adjustable from 200 to 1050mm, which is achieved by adjusting the plug-in plate with a hand wheel. The die material is 5 chromium nickel molybdenum, equipped with ten Omron automatic temperature control instruments and ten Taiwan-made thermocouples to ensure stable discharge, allowing the plastic melt to flow evenly in the die, avoiding dead corners and speed fluctuations.
3. Substrate pretreatment: Make the bond stronger
In order to enhance the adhesion between the laminating layer and the substrate, the pretreatment link is essential, and BOPP film is particularly dependent on this:
·Corona treatment: Oxidize the surface molecules of the BOPP film through high-voltage discharge, increase the surface tension, solve its "non-stick" problem, and effectively prevent delamination.
·Preheating: The preheating temperature of BOPP film needs to be strictly controlled at 40-60℃, which can not only reduce the temperature difference with the melt, but also avoid deformation caused by high temperature; the preheating temperature of conventional woven fabrics is slightly higher (50-80℃). The laminating machine of the GC90-FMS800 unit is equipped with a preheating roller with a diameter of 350MM, which can accurately control the preheating temperature and improve the bonding effect between the substrate and the melt.
4. Composite lamination: "Intimate bonding" of substrate and film
(1)Synchronous lamination
The pretreated substrate (woven fabric or BOPP film) is transported to the bottom of the die head by the guide roller and accurately aligned with the extruded molten film. BOPP film is thin and has good stiffness. It has extremely high requirements for the synchronization of the travel speed and the melt extrusion speed. It needs to be guaranteed by a precise control system to avoid wrinkles or uneven stretching. The control system of the Gachn Group-90-FMS800 dual-host plastic laminating machine adopts PLC and touch screen, which can complete the synchronous operation of the whole machine. Its laminating line speed can reach 250m/min, and the unwinding is equipped with EPC automatic deviation correction, with a stroke of ±100mm, ensuring the precise lamination of the substrate and the film.
(2)Roller lamination
The substrate and the melt enter the roller group (steel roller + rubber roller) and fit tightly under pressure: the laminating pressure of BOPP film is about 0.2-0.6MPa, and that of conventional woven fabric is about 0.3-0.8MPa. The steel roller passes cold water to quickly cool the melt and solidify it into shape; the rubber roller plays a buffering role to ensure uniform lamination. The hardness of the rubber roller for BOPP film needs to be more carefully selected. The Gachn Group-90-FMS800 dual-host plastic laminating machine has two sets of laminating machines, including a 700MM diameter matte large cold roller (manufactured by a professional roller factory, spiral cooling) and a 250mm diameter silicone roller, as well as two QGB 125×80 pressing cylinders, which can provide stable pressure to make the lamination tighter.
5. Cooling, shaping and winding: the final "shaping" of the finished product
(1)Cooling and curing
The composite product is further cooled by multiple sets of cooling rollers (circulating cooling water) to completely cure the laminating layer. The thermal stability of BOPP film is poor, and rapid cooling can reduce the heating time and ensure dimensional stability. The laminating thickness is usually 0.01-0.1mm, which can be adjusted by the die opening, extrusion speed, etc. The BOPP film laminating has stricter control over thickness uniformity. The total water supply of the GACHN GROUP-90-FMS800 dual-host plastic laminating machine is 0.5m³/min, which can provide sufficient water for the cooling system. The laminating thickness can be adjusted between 0.008-0.03mm to meet different needs.
(2) Traction and winding
The cooled finished product is transported to the winder by the traction roller (the speed is slightly higher than the pressure roller, forming a slight tension to ensure flatness). When winding the BOPP film, the tension must be precisely controlled to avoid stretching and deformation, and finally rolled into a neat coil to complete the entire laminating process. The winder of the GACHN GROUP-90-FMS800 dual-host plastic laminating machine is a double-station large roller friction winding frame, which can realize automatic roll change without stopping the machine. The maximum diameter of the winding is 1500mm, and the winding shaft is 8 inches. It is also equipped with an automatic tension roller device and a 5.5kw variable frequency dedicated motor and Huichuan inverter, which can accurately control the winding tension to ensure that the coils are neat and tight after winding.
In addition to the above-mentioned outstanding performance in each link, the unit has many highlights: the use of wall panels and aluminum alloy guide rollers is durable and ensures smooth operation; equipped with automatic trimming devices, including two sets of Aibo trimming related equipment, edge material blowing fan and edge material automatic recovery system, which can improve the utilization rate of raw materials; total power reaches 100kw, air flow rate 0.6m³/min, power and air source are sufficient; the overall dimensions are (14.5 length × 7.5 width × 3.5 height) m, and the structural layout is reasonable.
I hope that through this analysis, you will have a clearer understanding of the working principle of the laminating machine and the advantages of the GACHN GROUP-90-FMS800 dual-host plastic laminating machine. If you want to know more equipment details or process skills, please leave a message in the comment area!
Maximizing production efficiency is a primary objective of manufacturers who utilize computer numeric control (CNC) machines. Efficiency helps a company be more competitive, profitable and responsive to customer demand. Through these comprehensive strategies, we aim to help the manufacturers catalyze import/export efforts.
We will focus on several prominent areas of savings, including but not limited to advanced CAM software capabilities that work to time- and motion-optimize toolpaths, reducing workflow and material flow, selecting the machines and fixturing to maximize that efficiency, high-performance tooling and management systems, cutting parameters, automation and training to maintain equipment and operator skills.
Even implementing some of these suggestions can result in significant decreases in cycle time, material waste and machine downtime — and drive increased productivity and savings. Continue reading for some of the best practices you can apply now to begin getting the most out of your CNC investment.
Can You Improve the Efficiency of CNC Machines?
Yes, CNC machining output can be significantly enhanced with a focused approach. With all those interacting components; tooling, fixtures, code, parameters, equipment etc, there are numerous opportunities for optimization and performance enhancement. Before initiating any changes (toolpath optimization, tool refreshment, automation, etc.) you need to identify your present limitations and bottlenecks.
Manufacturers running older legacy CNC machines can still maximize efficiencies by upwards of 20 percent through improved workflows, tools, probes, and out-of-the-box fixturing solutions. And today's more sophisticated machines and software provide further opportunity for cycle time reduction and tool longevity. The strategies outlined below can lead manufacturers to best in class benchmarks.
Importance of Efficiency
In today's highly competitive manufacturing environment, companies must continually improve productivity and cost structures to thrive. For shops using CNC machining as a core competency, maximizing the efficiency of those processes is mandatory.
Failing to optimize machine performance can sink profit margins and lose business to rivals with better capabilities and economics.
Some key reasons that excelling at CNC efficiency matters include:
● Competitiveness: Efficient CNC usage is imperative for manufacturers to offer competitive pricing and lead times to customers. Meeting demands rapidly and cost-effectively depends directly on optimized machining.
● Profit Margins: Boosting efficiency directly improves profitability by cutting cycle times and material waste. Machining identical components faster and consuming less raw material saves real dollars.
● Shop Capacity: Streamlining the CNC process enables shops to take on more work and grow business. A 20% cycle time reduction expands available machine capacity by the same amount.
● Responsiveness: Having CNC efficiency gains translates into the responsiveness and agility to take on rush jobs or rapidly adjust to customer changes. Quick changeover and throughput make shops more adaptable.
● Quality: Refining machining processes through speed optimization, precision fixturing, and tool management inherently improves end part quality by reducing errors and variability.
Top 7 Tips to Improve the Efficiency of CNC Machine
1. Optimizing Toolpaths for Efficiency
One of the most impactful steps toward faster, leaner CNC machining is optimizing the toolpaths generated in CAM software. These toolpaths govern everything from machining sequence, tool selection, and travel paths to cutting strategies, heights, and spindle speeds.
Modern CAM systems provide extensive options to dial in high-efficiency toolpaths tailored to the part, tools, and machine in use.
Utilizing an advanced CAM system allows shops to program optimized toolpaths that significantly cut machining time while extending tool life and improving surface finish. Let's look at key efficiency-enhancing capabilities in CAM software:
● Determines optimal machining sequence considering part geometry, features, tool requirements, and machine kinematics. The sequence selected directly affects total cycle time.
● Defines toolpaths with minimized non-cutting travel that reduces cycle times by eliminating unnecessary tool movements. Close attention to travel keeps the tool constantly engaged in material removal.
● Manages material removal volumes by optimizing step-downs, stepovers, and other cutting parameters that influence tool load. This preserves tool life while avoiding excessive light cuts that waste time.
Efficient Toolpath Generation:
Some key strategies that CAM software employs to generate highly efficient toolpaths include:
● High-Speed Machining: CAM programming for HSM techniques like trochoidal milling cuts cycle times through faster feed rates and reduced tool loads. This is applied across suitable feature types.
● Toolpath Smoothing: Smooth spline interpolated toolpaths maintain precision while allowing faster feeds than point-to-point moves. This reduces jagged movements.
● Tool Axis Control: For 3+ axis machines, controlling tool orientation expands access to reduce tool changes and setups. Indexing the axis configurations expands efficiency.
● Plunge Roughing: Specialized roughing patterns focused on plunging cuts maximize material removal with lighter radial loads to preserve tool life.
● Rest Machining: Leaving a thin layer of stock material to remove in the final pass enables using the most efficient tool only where needed.
● Gouge Protection: Automatic gouge checking ensures safe toolpaths to avoid machine crashes that cause extensive downtime and recovery.
2. Effective Workflow Planning
While advanced CAM software handles much of the toolpath details, shops should still analyze overall workflow for process improvements. Often, greater efficiency gains come from updating workflows and material flows compared to tweaking machine parameters.
Steps to evaluate and streamline the machining workflow include:
● Map current workflow from raw stock to finished parts to visualize bottlenecks like queue times, transport batches, inspection stops, or other delays.
● Identify constraints limiting output like fixture changeover, tool availability, or probing. Look for what slows production flow.
● Overlap processes like machining one batch while probing the previous batch to make operations parallel rather than sequential.
● Right-size batches through work-in-progress analysis to find optimal transfer batch size between operations. Too large or small is inefficient.
● Standardize setups and workflow so all operators consistently follow the established best practice process. This is enabled through the setup of photos, videos, and checklists.
3. Proper Machine Selection and Setup
A key prerequisite for high-efficiency machining is matching part production to the appropriate CNC machine model and configuring the setup precisely. Having advanced software driving a simple 3-axis mill or asking a basic machine to hit tolerances beyond capability will inevitably result in disappointment.
Let's examine machine selection and setup considerations:
● Horsepower & Torque: Match machine motor capabilities to anticipated material removal rates and tooling requirements with overhead to spare. Underpowered machining leads to extensive wear and long cycle times from reduced speeds and feeds.
● Precision: Part tolerance and finish needs should guide builders to machines delivering the required accuracy through features like ballscrew quality, servo performance, material rigidity, and thermal stability.
● Tool Capacity: Necessary tool types, sizes, and counts dictate physical tool magazine capacity and carousel designs. Too little capacity risks time-consuming tool changeovers and recovery.
● Automation: For optimal efficiency, machine tools should be specified to match adjacent automation like robots, gantry loaders, and conveyors based on parts weights, volumes, transfer speeds, etc.
Precision Workpiece Setup
To leverage machine tool investments fully, shops must configure workholding solutions that locate parts precisely with quick changeover ability. This enables accessing the full working envelope and avoids setup-induced errors that reduce efficiency.
Some recommended setup practices include:
● Indicating parts on precise locating points using reliable techniques like edge finders, wireless probes, and laser systems.
● Modular fixturing with quick change capability to swap parts in and out rapidly.
● On-machine inspection via wireless probes to validate setup accuracy and identify any positional errors early.
● Secure clamping through sufficient clamp pressure and locators to avoid workpiece movement under cutting forces.
4. Advanced Tooling Strategies
Tooling is the critical bridge between machine tools and raw materials that governs factors like removal rates, operating speeds, power demands, and finish quality. Optimizing tooling selection, usage, and management is integral to smart CNC operation.
Utilizing the latest tool geometries and coatings while managing tool life actively through carousel systems helps improve program performance.
Significant cutting efficiency gains come from employing the newest generation of advanced cutting tools that outperform previous designs. Characteristics of these upgraded tools include:
● Tool Geometries: New shapes like variable helix/variable pitch end mills or Silent tools enhance finishes, accuracy, speeds, feeds, and life.
● Coatings: Refined coatings like Amorphous Diamonds further push heat and wear resistance to cut faster.
● Specialty Tools: Tools tailored for efficiency like harpoon drills, chatter-preventing geometries, or multichannel chip breakers improve specific operations.
These upgraded tools boost output through better speeds, feeds, and tool life. However, their higher performance capabilities can only be realized by optimizing cutting parameters.
Tool Management Systems
Besides using top-tier tooling, having an effective tool management system is mandatory for serious efficiency. Key functions of these advanced systems include:
● Tool Presetting: Measuring tools offline enables zeroing offsets to eliminate test cuts and manual intervention. This saves setup time and materials.
● Tool Life Tracking: By tracking tool usage and wear, operators know when tools need replacing before breakage or dimension errors occur.
● Tool Changers: Quick automatic tool changers minimize the downtime associated with swapping tools to keep machines cutting more of the time.
Through capabilities like presetting, tracking usage, and enabling fast changeovers, tool management solutions are indispensable for highly efficient CNC operation.
5. Optimizing Cutting Parameters
The cutting parameters specified in machining programs exert tremendous influence on cycle times, tool wear rates, machine loads, and other key efficiency factors.
While CAM systems suggest initial parameters, real-world variables mean optimal settings must be found through experimentation and monitoring.
The core parameters impacting efficiency include:
● Spindle Speeds: Rotational tool speeds dictate suitable feed rates. Optimal speeds balance tool life versus cycle time considerations.
● Feed Rates: The travel rate while engaged in the cut impacts forces, tool deflection, and heat generation. Finding the peak safe rate minimizes time.
● Depths of Cut: Determining maximum depths before tool overload lets operators program roughing cycles more aggressively to remove material rapidly.
Continually testing and adjusting these values is necessary to account for factors like actual tool sharpness, material variations, environmental changes, etc. Conservative CAM estimates must be pushed to reap efficiency gains.
6. Integrating Automation and Technology
Seeking to squeeze cycle time savings purely from CNC machines eventually hits diminishing returns. More impactful efficiency improvements come from integrating complementary automation and technology around the base machines.
This advanced equipment works to keep parts flowing with less human intervention, while software reduces programming bottlenecks.
Instead of relying on manual programming, automated CAM processes drive efficiency through:
● CAM Templates: Standardized program templates with stored best practices reduce programming time and enforce consistency.
● Parametric Programming: Rules-based programming adapts automatically to design changes without coding from scratch.
● Post Processor Tuning: Refining machine code output from CAM through optimal post configs avoids manual optimization of G-code. This ensures maximally efficient code generation tuned for the exact shop environment.
● Simulation: Automatic CAM simulation detects collisions, inefficiencies, and errors in toolpaths before attempting test cuts to save materials and unproductive machine time.
Together these automated CAM capabilities slash programming overhead while producing highly optimized machine code. This frees programmers to handle higher-value tasks.
7. Regular Maintenance and Training
While advanced tools, automation, and refined processes aim to minimize interruptions, breakdowns, and suboptimal performance are inevitable without diligent maintenance and training. Together these complementary initiatives maximize uptime and ensure operators follow best practices.
Even with resilient machine construction, continual operation subjects components to substantial wear. Without vigilant preventative maintenance, breakdowns cause extended outages. Critical activities include:
● Fluid Changes: Regularly replacing hydraulic oil, coolant, and lubricants based on usage intervals keeps damaging particles from circulating.
● Component Lubrication: Greasing ballscrews, way covers, and gearboxes avoids binding and sticking.
● Way Scraping: Precision hand scraping of mating surfaces maintains position accuracy as machines age.
Conclusion
This guide covers techniques like optimizing toolpaths, streamlining workflow, integrating automation, and more for dramatically increasing CNC machining efficiency.
While upgrading older equipment can deliver gains, modern CAM software and machinery combined with a focus on total process efficiency makes possible reductions in machining times of 50% or more versus legacy systems.
The common theme across these tips is analyzing each component and interaction for bottlenecks using data. Addressing limiting factors with tailored solutions leads to compounding gains.
Matching advanced tools and programming with smart workflows, maintenance, and operator skills builds a high-efficiency foundation for competitive manufacturing success.
Single yarn strength tester is an important testing equipment in the textile industry, mainly used to measure the mechanical properties of a single yarn. This precision instrument plays a key role in textile production quality control, product development and material research. The following are the main uses of single yarn strength tester:
1. Yarn strength test
(1) Determine the breaking strength (maximum tensile force) of the yarn.
(2) Measure the elongation at break of the yarn.
(3) Evaluate the breaking work (energy required to break) of the yarn.
2. Quality control
(1) Monitor the quality stability during the yarn production process.
(2) Detect the performance consistency of different batches of yarn.
(3) Provide objective data basis for product classification.
3. Process optimization
(1) Evaluate the impact of different spinning processes on yarn strength.
(2) Compare the impact of different raw material ratios on the performance of the final product.
(3) Optimize spinning parameters to improve yarn strength.
4. R&D application
(1) Performance evaluation of new fiber materials.
(2) R&D testing of special yarns (such as high-strength and high-modulus yarns).
Durability testing of functional yarns.
5. Standard Compliance Testing
(1) Conduct standardized testing in accordance with international standards (such as ISO, ASTM).
(2) Provide mechanical property data required for product certification.
(3) Meet special testing requirements specified by customers.
The test results of single yarn strength testers are of great significance for predicting the performance of yarn in subsequent processes (such as weaving and knitting) and the durability of the final textile products. Modern single yarn strength testers are usually equipped with computer control systems that can automatically record test data and generate detailed analysis reports, greatly improving test efficiency and result reliability.
The automatic fabric vertical tester is a precision instrument used to measure the dimensional stability, tensile properties or drape characteristics of fabrics in a vertical state. Through the automatic control system, the equipment can accurately measure the deformation, elongation and other parameters of the fabric in a vertical hanging state, and is widely used in the fields of textile quality inspection, research and development, and production control.
II. Equipment composition
1. Main frame (including vertical guide rails).
2. Automatic clamping device (upper and lower clamps).
3. Force sensor system.
4. Displacement measuring device.
5. Control panel and display.
6. Data processing system.
7. Safety protection device.
III. Preparation before testing
1. Equipment inspection
(1) Confirm that the equipment is placed horizontally and the base is stable.
(2) Check that the power connection is normal (220V±10%, 50Hz).
(3) Confirm that all moving parts are well lubricated and there is no jamming.
(4) Check that the fixture is not damaged and the clamping surface is clean.
2. Sample preparation
(1) Cut the specimen according to the standard requirements (usually 300mm×50mm).
(2) The edges of the specimen should be flat and free of burrs.
(3) The number of specimens per group should be no less than 5.
(4) The specimen should be humidified under standard atmospheric conditions for at least 24 hours.
3. Parameter setting
Enter the test parameters through the control panel:
(1) Specimen length.
(2) Pre-tension (usually 5N).
(3) Test speed (standard is 100mm/min).
(4) Number of tests.
(5) Holding time (if necessary).
IV. Test operation steps
1. Power on and preheat:
Turn on the power, start the equipment, and preheat for 15 minutes
2. Fixture adjustment:
(1) Press the "fixture reset" button to return the upper and lower fixtures to the initial position.
(2) Adjust the fixture spacing to the standard distance (usually 200mm).
3. Install the sample:
(1) Place one end of the sample vertically into the upper fixture to ensure that there is no skew.
(2) Press the "upper clamp" button to fix the upper end of the sample.
(3) After applying pre-tension to the lower end of the sample, press the "lower clamp" button to fix it.
4. Start the test:
(1) Confirm that the safety protection device is closed.
(2) Press the "start test" button and the equipment will run automatically.
(3) Observe the sample status to ensure that there is no abnormality during the test process.
5. End of test:
(1) The equipment automatically stops and returns to the initial position.
(2) Record test data or print test report.
(3) Remove the tested sample.
6. Repeat test:
Replace new sample and repeat the above steps to complete the specified number of tests.
V. Data processing
1. The equipment automatically calculates and displays:
(1) Average elongation (%).
(2) Maximum force (N).
(3) Deformation recovery rate (%).
(4) Coefficient of variation (CV%).
2. Data export:
(1) Export test data through USB interface.
(2) Connect to computer and use special software for data analysis.
VI. Precautions
1. Safe operation:
(1) It is strictly forbidden to open the protective door during the test.
(2) Keep a safe distance when the equipment is running.
(3) Press the emergency stop button immediately in an emergency.
2. Maintenance:
(1) Clean the fixture and workbench after daily testing.
(2) Check the sensor accuracy regularly (recommended once every 3 months).
(3) Fill the guide rail with special lubricating oil every month.
3. Other precautions:
(1) Avoid using in a strong electromagnetic interference environment.
(2) When testing different fabrics, it is necessary to adjust the appropriate clamping force.
Yarn length measurement is an important part of quality control in the textile industry, used to measure parameters such as the length, linear density and twist of yarns. The following is the standard usage method of the yarn length measuring instrument:
I. Preparatory Work
1. Instrument inspection
(1) Confirm that the length measuring instrument is placed horizontally and all its components are intact.
(2) Check whether the counter, tensioning device and yarn guiding device are working properly.
(3) Clean the surface of the instrument and the yarn guiding components.
2. Environmental conditions
(1) Standard test environment: Temperature 20±2℃, relative humidity 65±3%.
(2) Avoid direct sunlight and strong air currents.
3. Sample preparation
(1) Take about 1.5 meters of yarn from the yarn barrel as the guide yarn.
(2) Remove the yarn segments with damaged or contaminated surfaces.
Ii. Operating Steps
1. Install the yarn
(1) Draw the yarn out from the bobbin and pass it through the tensioning device.
(2) Ensure that the yarn passes through all yarn guides without any cross-entanglement.
(3) Fix the end of the yarn on the winding shaft.
2. Parameter Settings
(1) Set the appropriate tension according to the type of yarn (usually 0.5cN/tex for cotton yarn and 0.25cN/tex for wool yarn).
(2) Set the winding length (the standard is 100 meters, and for short segment tests, it can be 10 meters or 20 meters).
(3) Set the number of pre-turns (usually 3 to 5 turns).
3. Start measuring
(1) Start the instrument, and the yarn begins to be wound evenly.
(2) Observe the winding process to ensure that the yarns are neatly arranged without overlap.
(3) The instrument will automatically stop when the set length is reached.
4. Data recording
(1) Record the actual length displayed by the counter.
(2) If the linear density is measured by the weighing method, remove the yarn frame for weighing (accurate to 0.01g).
(3) Calculate the actual linear density: Tex= weight (g)×1000/ length (m).
Iii. Precautions
1. Safe operation
Do not touch the moving parts when the instrument is in operation.
(2) Press the emergency stop button immediately in an emergency.
2. Measurement accuracy control
At least three samples should be tested for each batch of yarn and the average value should be taken.
(2) The tension fluctuation should be controlled within ±0.1cN.
(3) The winding speed should not be too fast (30-60m/min is recommended).
3. Maintenance and care
Clean the instrument after daily use.
(2) Regularly check the accuracy of the tension device.
(3) It should be calibrated by professionals every six months.
Iv. Common Problem Handling
1. Yarn breakage
(1) Check if the tension is too high.
(2) Check if there are burrs on the yarn guide.
(3) Confirm whether the strength of the yarn itself meets the standard.
2. Inaccurate counting
(1) Check whether the sensor is clean.
(2) Confirm whether the preset length unit is correct.
(3) Check whether the circuit connection is good.
3. Uneven winding
(1) Adjust the stroke of the yarn guide.
(2) Check whether the tension of the yarn is stable.
(3) Confirm whether the winding shaft is deformed.
The correct use of the yarn length measuring instrument can obtain accurate yarn length data, providing a reliable basis for subsequent quality control and process adjustment. Data should be recorded and archived in a timely manner after each test to facilitate quality tracking and analysis.
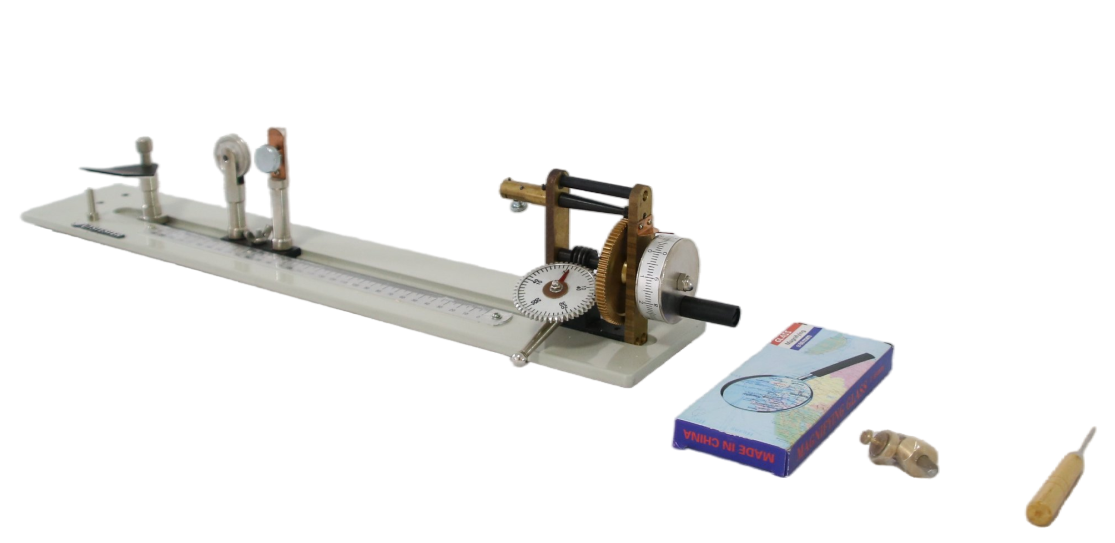
A yarn twist meter is an important instrument used in the textile industry to measure yarn twist (the number of twists per unit length). Its operating accuracy directly affects the evaluation of yarn quality. The following are detailed usage steps and precautions:
I. Instrument preparation
1. Equipment inspection
(1) Confirm that all parts of the twist meter (clamp, counter, rotating handle, etc.) are intact and can rotate flexibly.
(2) Check whether the dial or digital display is reset to zero to ensure that there is no residual data.
2. Calibrate the instrument
Use standard yarn or calibration rod for calibration, compare the measured value with the standard value, and the error must be within the allowable range (such as ±1%).
3. Environmental conditions
Operate in a standard temperature and humidity environment (such as 20±2℃, relative humidity 65±3%) to prevent the yarn from shrinking or stretching due to environmental changes.
II. Sample preparation
1. Sampling
(1) Randomly select at least 10 samples from the yarn batch, usually 25cm or 50cm in length (depending on the standard requirements).
(2) Avoid selecting yarn segments with joints or obvious defects.
2. Pre-humidification treatment
Balance the sample in the test environment for 24 hours to eliminate the effects of static electricity and humidity.
III. Test steps
1. Fix the yarn
(1) Fix one end of the yarn in the left clamp, and fix the other end in the right clamp after gently straightening it, ensuring that the yarn is not loose or overstretched.
(2) Adjust the clamping tension according to the yarn type (e.g. 0.5cN/tex is commonly used for cotton yarn).
2. Untwisting operation
(1) Manual mode: Slowly rotate the handle or knob to rotate the right clamp until the yarn twist is completely untwisted (fibers are parallel).
Automatic mode: After setting the parameters, start the instrument, automatically complete the untwisting and record the data.
3. Record the number of twists
(1) Observe the number of twists (T) displayed on the counter, or record it manually using the dial.
(2) Repeat the test 3 to 5 times and take the average value to improve accuracy.
4. Calculate twist
(1) Twist (twists/m) = number of twists (T) / sample length (m)
(2) For example: a 50cm sample is untwisted 30 times, then the twist = 30/0.5 = 60 twists/m.
IV. Precautions
1. Operating specifications
(1) The untwisting speed must be uniform (usually 10 to 30 turns/min). Too fast may cause yarn breakage or data distortion.
The clamp must be aligned to prevent the yarn from tilting or slipping.
2. Data Verification
If the difference between multiple test results of the same sample is greater than 5%, it is necessary to check the stability of the instrument or resample.
3. Maintenance
(1) Clean the clamp regularly to prevent fiber accumulation from affecting the accuracy.
(2) Add light lubricant to the rotating parts to maintain flexibility.
V. Application Standards
Test with reference to international standards (such as ISO 2061, ASTM D1422) or national standards (such as GB/T 2543.1) to ensure comparability of results.
Through standardized operation and regular calibration, the yarn twist meter can effectively evaluate the yarn strength and weaving performance, providing a reliable basis for quality control in textile production.